LED發亮夾層玻璃和激光打點導光板的差別
近些年,城市亮化工程愈來愈被高度重視,而大多數城市亮化中會應用LED發亮夾層玻璃,大家都知道,激光打點導光板也可用以室外亮化工程那二者的差別是什么呢?
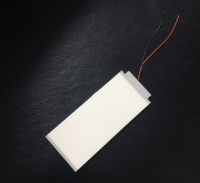
LED發亮夾層玻璃是將LED光源置入夾層玻璃中,產生安全性的隔層構造,能夠 設計方案成不一樣的樣子和圖案設計,具備透亮,防潮、遮擋紫外線等特性。普遍用以商業服務大廈、辦公樓、酒店餐廳、燈光設計、房間內門頭廣告設計等,不一樣發亮夾層玻璃可用以不一樣場所。
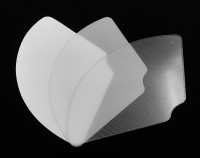
激光打點導光板與LED玻璃差別關鍵取決于光導方法的不一樣,激光打點導光板可制成不一樣樣子及規格,選用的是側面光導,將線光源轉換為光源。
在戶外亮化工程中的LED發亮夾層玻璃是將二者的優點緊密結合,既維持了夾層玻璃的高透性,也將城市亮化工程與房屋建筑構造融合。
激光打點導光板變黃根本原因
激光打點導光板等透明塑料制品掉色、變黃,主要是原材料超溫或過裁切溶解導致,下邊從模貝、設備、成形加工工藝、應用原材料四方面深入分析其誘因。

一、【模貝】
1) 模貝排氣管欠佳,超高壓下充模產生隔熱縮小,塑膠產生空氣氧化。
2) 澆筑系統流道及進膠口的規格過小,在高溫、髙壓下充模,產生過裁切功效而使塑膠掉色、變黃。
3) 模貝內不適度的原料油潤滑液、脫膜劑等粘附在產品表層或空氣氧化掉色、變黃。
二、【設備】
1) 因為熱電阻、溫度自動控制系統、加溫系統軟件失效或毀壞,使料筒溫度失衡,造成 料筒部分超溫,使原材料(包含添加物,添加劑)在高溫料筒中滯留過長期而掉色、變黃。
2) 激光打點導光板損傷、有缺陷,料筒內腔帶傷,噴嘴與流行道通道符合欠佳,激光打點導光板與料筒空隙過大,都使耐磨材料卡進而屯積,承受長期固定不動加溫導致溶解掉色、變黃。
3) 射咀與料筒相互配合不善,空隙內停留原材料經長期固定不動加溫導致溶解掉色、變黃
4) 激光打點導光板與料筒空隙過小,或激光打點導光板軸力,導致原材料過裁切溶解掉色、變黃
5) 射咀孔過小,髙速商壓充模時,產生過裁切溶解掉色、變黃
6) 激光打點導光板生產加工品質差,表層不光滑或設計方案不太好,導致原材料粘激光打點導光板或放料全過程贏過裁切溶解掉色、變黃
7) 激光打點導光板材料差,在超高壓高扭矩下長期性工作中,激光打點導光板形變,導致原材料在料筒某一部分過裁切掉色,變黃。